在信息爆炸的時(shí)代,優(yōu)秀的平面設(shè)計(jì)不僅是視覺(jué)的享受,更是品牌溝通、信息傳遞和情感連接的核心橋梁。它能夠瞬間抓住眼球,清晰傳達(dá)信息,并留下深刻印象。專業(yè)的平面設(shè)計(jì)服務(wù),正是將創(chuàng)意、策略與技術(shù)完美融合,為客戶打造獨(dú)一無(wú)二的視覺(jué)解決方案。
一、 何為優(yōu)秀的平面設(shè)計(jì)服務(wù)?
優(yōu)秀的平面設(shè)計(jì)服務(wù)遠(yuǎn)不止于制作一張“好看”的圖片。它是一套系統(tǒng)性的解決方案,通常涵蓋:
- 策略性思考:深入了解品牌定位、目標(biāo)受眾和市場(chǎng)環(huán)境,確保設(shè)計(jì)服務(wù)于商業(yè)目標(biāo)。
- 創(chuàng)意與概念:基于策略,提煉核心創(chuàng)意概念,為設(shè)計(jì)注入靈魂和獨(dú)特性。
- 視覺(jué)執(zhí)行:運(yùn)用色彩、字體、版式、圖形等元素,以精湛的技藝將概念視覺(jué)化。
- 跨媒介適配:確保設(shè)計(jì)在網(wǎng)站、社交媒體、印刷品、包裝等不同媒介上都能保持一致性并發(fā)揮最佳效果。
- 溝通與協(xié)作:與客戶保持緊密溝通,理解需求,迭代優(yōu)化,直至達(dá)成完美成果。
二、 案例展示:優(yōu)秀設(shè)計(jì)的實(shí)踐
理論需要實(shí)踐來(lái)證明。以下通過(guò)幾個(gè)簡(jiǎn)化的虛擬案例,展示優(yōu)秀平面設(shè)計(jì)如何解決實(shí)際問(wèn)題:
案例一:品牌視覺(jué)識(shí)別系統(tǒng)升級(jí)
客戶:“綠野”有機(jī)食品初創(chuàng)公司。
挑戰(zhàn):舊標(biāo)識(shí)陳舊且缺乏辨識(shí)度,無(wú)法傳達(dá)“自然、新鮮、可信賴”的品牌理念。
解決方案:
策略:聚焦“從農(nóng)場(chǎng)到餐桌”的新鮮感和自然生命力。
- 設(shè)計(jì):
- 新Logo:設(shè)計(jì)了一枚由抽象葉片與水滴融合而成的簡(jiǎn)潔圖形,色彩采用清新的嫩綠與大地色系。
- 視覺(jué)延展:開(kāi)發(fā)了一套包含圖標(biāo)、圖案、攝影風(fēng)格的視覺(jué)資產(chǎn),統(tǒng)一應(yīng)用于包裝、網(wǎng)站和宣傳物料。
- 成果:新視覺(jué)系統(tǒng)顯著提升了品牌的專業(yè)感和親和力,產(chǎn)品上線后市場(chǎng)反饋積極,消費(fèi)者對(duì)品牌“高品質(zhì)有機(jī)”的認(rèn)知度提升了40%。
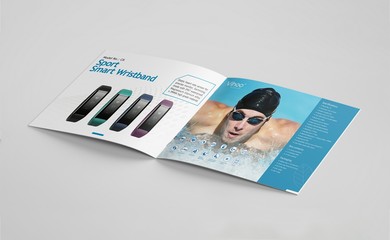
案例二:產(chǎn)品包裝設(shè)計(jì)
客戶:“謐語(yǔ)”手工香薰蠟燭。
挑戰(zhàn):產(chǎn)品線豐富(不同香味),但包裝雷同,在電商平臺(tái)陳列時(shí)無(wú)法突出單品特色,且缺乏高端質(zhì)感。
解決方案:
策略:為不同香型(如“竹林聽(tīng)雨”、“暖陽(yáng)檀木”)創(chuàng)造獨(dú)特的色彩與圖形語(yǔ)言,統(tǒng)一中尋求變化。
- 設(shè)計(jì):
- 采用特種紙和環(huán)保油墨,提升觸感與環(huán)保形象。
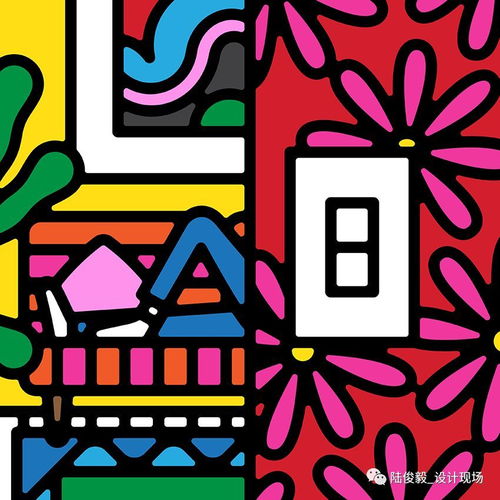
- 每個(gè)香型對(duì)應(yīng)一個(gè)主色和一幅簡(jiǎn)約的抽象風(fēng)景插畫,背面配有詩(shī)意文案描述使用場(chǎng)景。
- 系列擺放時(shí),形成和諧又富有節(jié)奏感的視覺(jué)陣列。
- 成果:包裝本身成為產(chǎn)品的重要賣點(diǎn),社交媒體分享率大增,客單價(jià)提升25%,并被一家精品買手店選中入駐。
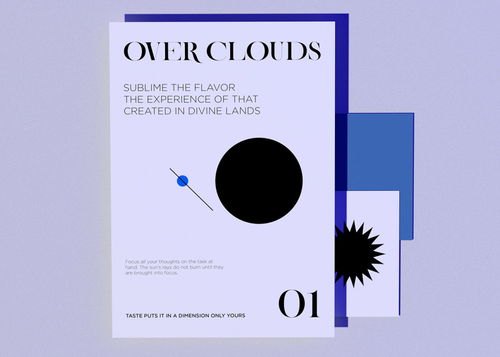
案例三:活動(dòng)宣傳物料整合設(shè)計(jì)
客戶:某科技峰會(huì)。
挑戰(zhàn):需要為一場(chǎng)為期三天的大型會(huì)議設(shè)計(jì)全套物料(主視覺(jué)、海報(bào)、邀請(qǐng)函、日程冊(cè)、會(huì)場(chǎng)導(dǎo)視、PPT模板等),要求體現(xiàn)科技感、前瞻性和國(guó)際性,且風(fēng)格高度統(tǒng)一。
解決方案:
策略:以“連接未來(lái)”為核心概念,打造一套模塊化、可延展的視覺(jué)系統(tǒng)。
- 設(shè)計(jì):
- 主視覺(jué):創(chuàng)造了一個(gè)動(dòng)態(tài)的、由數(shù)據(jù)流和節(jié)點(diǎn)構(gòu)成的抽象網(wǎng)絡(luò)圖形作為核心元素。
- 系統(tǒng)應(yīng)用:將該圖形元素進(jìn)行解構(gòu)、重組,以不同的形態(tài)和色彩搭配,無(wú)縫應(yīng)用到所有物料中。字體選用簡(jiǎn)潔現(xiàn)代的無(wú)襯線體。
- 成果:整套設(shè)計(jì)呈現(xiàn)出極強(qiáng)的整體感和專業(yè)度,極大地提升了會(huì)議的品牌形象,與會(huì)者和贊助商均給予高度評(píng)價(jià),視覺(jué)材料在行業(yè)內(nèi)廣泛傳播。
三、 如何選擇優(yōu)秀的平面設(shè)計(jì)服務(wù)?
- 查看作品集:案例是能力最直接的證明。觀察其案例是否多樣,風(fēng)格是否契合您的需求,并關(guān)注設(shè)計(jì)背后的策略思考。
- 理解溝通流程:優(yōu)秀的設(shè)計(jì)師或團(tuán)隊(duì)善于提問(wèn)和理解,會(huì)主動(dòng)了解您的業(yè)務(wù)和目標(biāo),而非被動(dòng)執(zhí)行指令。
- 關(guān)注專業(yè)素養(yǎng):了解其對(duì)設(shè)計(jì)原則(如版式、色彩理論)、行業(yè)趨勢(shì)以及印刷/數(shù)字技術(shù)的掌握程度。
- 評(píng)估合作體驗(yàn):流程是否清晰、反饋是否及時(shí)、版權(quán)歸屬是否明確,這些都會(huì)影響最終的合作成果和體驗(yàn)。
###
優(yōu)秀的平面設(shè)計(jì)服務(wù),是將無(wú)形的理念轉(zhuǎn)化為有形的視覺(jué)資產(chǎn),是品牌在市場(chǎng)競(jìng)爭(zhēng)中脫穎而出的關(guān)鍵助力。它通過(guò)每一個(gè)精心打磨的細(xì)節(jié)——從一個(gè)Logo到一套完整的視覺(jué)系統(tǒng)——講述品牌故事,構(gòu)建用戶認(rèn)知,并最終驅(qū)動(dòng)商業(yè)價(jià)值。選擇一個(gè)擁有扎實(shí)案例和系統(tǒng)方法論的設(shè)計(jì)伙伴,無(wú)疑是品牌視覺(jué)投資中最明智的一步。